ツカタニ(タイランド)
打抜き用特殊刃物(トムソン刃)の製造・販売
打抜き用特殊刃物(トムソン刃)の製造・販売
 その他取扱い製品
その他取扱い製品
Tsukatani (Thailand) Co., Ltd.では自社生産のトムソン刃の他、各種特殊刃物・丸刃類
をご用意しております。
クリヌキ鏡面
|
NCポンチ |
非粘着
|
H-Cr
|
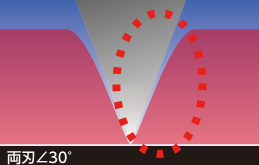
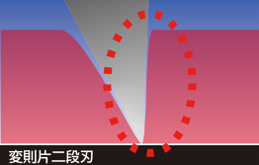
変則片二段刃 |
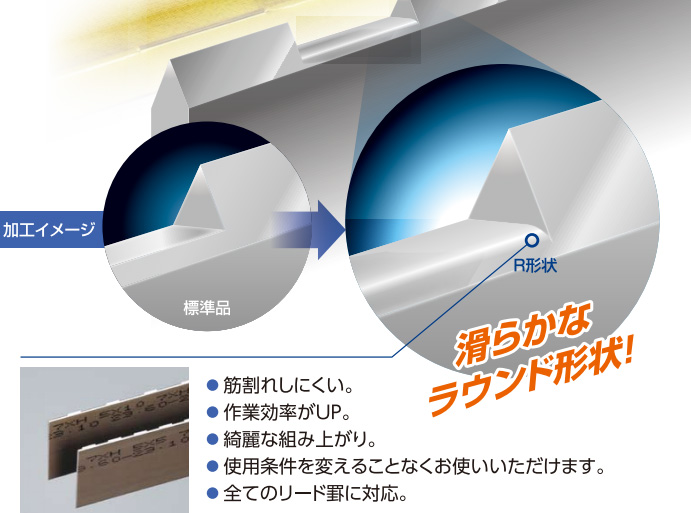
リードR罫 |
パネルをクリックしてください。
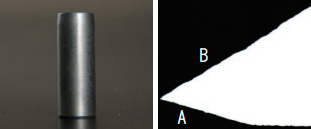
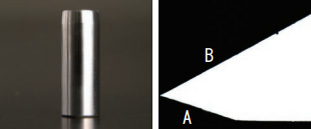
クリヌキ鏡面『G-SHOT』 |
今まで切れなかった材料に!特殊加工で、精度が大幅にUP!切断力、切断面も格段に向上!
 |
8.0φ刃先断面
|
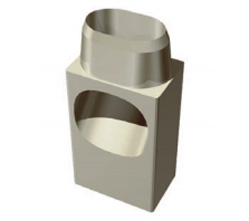
NCポンチ |
-トムソン型の必需品-
トムソン刃では加工の難しい形状、ツナギ、カス抜きの問題を解決!!
 |
 |
 |
 |
| はね出し式 | サイド式 | 鉄砲式 | ジョイント式 |
| はね出し式 | サイド式・鉄砲式・ジョイント式 | ||
| 硬さ | HRC52~53/58~59 | 硬さ | HRC52~53/58~59 |
| 刃高 | 3.0mm | 刃高 | 2.0~4.5mm |
| 刃厚 | 0.7mm | 刃厚 | 0.7~1.8mm |
| 刃角 | 30° / 40° | 刃角 | 30° / 40° / 50° |
| ベース貫通穴 | φ0.8以上 | ベース加工 | スリット加工可 |
| ネジ穴 | M3以上 | 最小線間 | 1.0mm |
| 最小線間 | 1.4mm | 最小R | サイド・鉄砲:0.5R |
| 最小R | 0.1R | ジョイント:0.1R | |
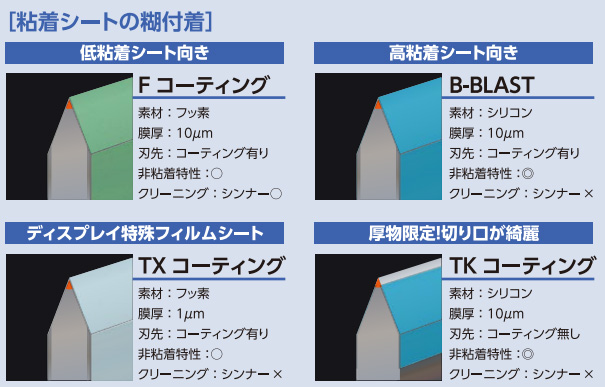
非粘着コーティング |
 |
両面テープなどの切り抜きで刃先に糊・接着剤が
|
H-Crコーティング |
全体を均一にムラ無く精度のよい状態で加工
表面硬さHv900~1,000のコーティング処理によって、耐摩耗性UP!
金属顔料による「刃先の磨耗」 |
 |
金属(Ti系)に削られることによって、部分的に切れムラが発生する。 |
H-Crコーティング刃の特徴♦ 印刷された製品を加工する時に、部分的に刃先が削られ、切れムラが発生する場合があります。そのような現象は白色系の印刷部分に多く見られ、白色をより際立たせるために用いられる顔料(主に二酸化チタン)が原因で起こります。H-Crコーティング刃ではトムソン刃全体をHv900~1000の硬さでコーティングする事で二酸化チタンによって削られることなく、全体を均一にムラ無く精度の良い状態で抜き加工することが可能です。 ♦ 耐久性を求められる抜き加工にも使用できます。 ♦ 樹脂トレーなどの成形品加工へも最適です。 |
 |
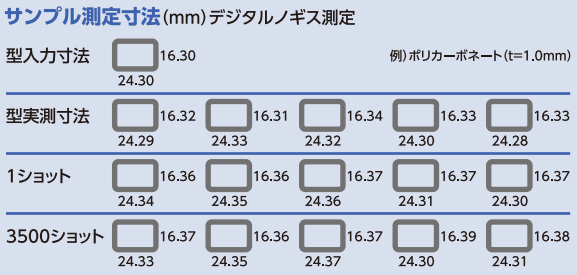
変則片二段刃 |
曲げR部、刃の倒れが両刃より少なくムラ取りが簡単
薄い材料でも白化や狭い部分のシワ、折れが軽減されます。
変則片二段刃の特徴♦ 厚い材料を抜くば場合、刃は外側に逃げる傾向があります。そして、抜き寸法が大きく断面はテーパーになる事が多くあります。しかし、外側を鈍角にすることで、外側鈍角が外側に逃げる刃を内側に戻します。そのため断面がまっすぐ綺麗で、寸法変化がなく精度が良い状態に抜き加工が可能です。
|
 |
リードR罫 |
印刷面が割れにくい新しいリード罫
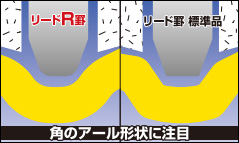 |
リードR罫の特徴♦ 一般的なリード罫では罫線部分が平坦なため、エッジにより印刷面を傷つけ製箱時に割れが発生することが多いですが、リードR罫では平坦な罫線部分をアール状にする事で印刷面を傷つけることなく、印刷面が綺麗な状態のまま抜き加工が行えます。 ♦ カウンタープレート、面切りテープなどの使用条件は一般的なリード罫と同じです。 |