カニゼン(タイランド)株式会社
無電解ニッケルめっきのパイオニア-カニゼン
めっきに関するQ&A・用語集
項目をクリックしてください。
めっき皮膜 | めっき液 | 材質・工程 | 用語集 |
項目をクリックしてください。
めっき皮膜について |
電気めっきと無電解めっきは何が違うのでしょうか。
どちらも、めっき浴中に存在するニッケルイオン(Ni2+)が電子を受け取ることにより還元され、品物の表面に金属として析出します。
外部電源により電極間に電位差を発生させ、陰極から電子を与えることにより析出させるのが電気めっき、化学反応(ある物質が酸化される反応)を利用して金属イオンに電子を与えることにより析出させるのが無電解めっきです。(無電解めっきは、化学めっきとも呼ばれます。)
電気めっきの場合、陰極から直接、電子を受け取るため、効率が良いのですが、
- 治具と品物の接点をしっかりと取り、電気の流れを良くする必要がある。
- 陰極と陽極の間に遮蔽物があると、電気的に陰になり、その部分の析出性が悪くなる。
- エッジ部分は電界集中により電流密度が高くなるため、めっきの膜厚が他の部位と異なる等の問題があります。
一方、無電解めっきの場合、化学反応を利用するので、めっき液と接触している部分は、一様に反応するため、均一な膜厚を得ることが可能です。治具の構造も、電気めっきと比較すると簡単な構造のものが使用できます。
ただし、同じ浴の中でも、局所的に温度分布が不均一であったり、液の循環が悪く、絶えず新しいめっき液が供給されなければ、その部分の析出性が悪くなるので、注意が必要です。浴全体を、如何に均一な濃度、温度に管理できるかが、良い皮膜を得るためのキーポイントです。
また、無電解めっきの場合、ニッケル以外にも還元剤を使用しますので、その一部の成分が皮膜中に取り込まれ、Ni-PやNi-Bの様な合金皮膜を生成することも特徴の一つです。還元剤としては、次亜リン酸ナトリウム、DMAB(ジメチルアミンボラン)、ヒドラジンなどが使用され、それぞれ異なった性質の皮膜を得ることが出来ます。
ベーキングするとどうして硬くなるのですか。
析出時にアモルファスであった皮膜が結晶質に変化するためです。
析出時に結晶質である低リン皮膜(SE-797)やカニボロンは、中高リン皮膜と比較して析出時の硬度が高くなります。
例えば、SE-666等の一般的な中高リンタイプのめっき液の場合、200℃後半から硬度が上がりはじめ、300℃後半から400℃までで、最も硬度が高くなります。(Hv900前後)但し、空気雰囲気下でベーキングを行なう場合、皮膜表面の酸化による変色が起こるため、外観部品では注意が必要です。
アルミやアルミ合金など、材質そのものが高温で脆化する可能性のある場合は、熱処理をしなくても硬度が得られる低リン皮膜(SE-797)やカニボロンを選定するのが良いでしょう。
カニゼンめっきが電気クロムメッキと比較して優れている点は何ですか。
1. 均一な皮膜が得られる。
2. ピンホールが比較的少ない。
3. 品物との密着性がよい。
等の特徴があります。
両方の皮膜の長所を引き出すため、無電解めっきした上にクロムめっきすることもあります。
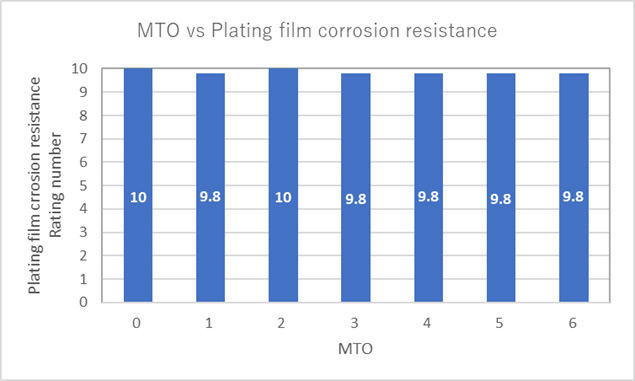
カニゼンめっきは塩水噴霧試験でどの程度もちますか。
基本的にはめっき皮膜の種類やめっき膜厚に依存します。
数時間程度であればめっき膜厚が3~5μmでもレイティングナンバー9.8以上をキープできます。
ただし、めっき条件(前処理方法、製品形状、製品の表面状態など)によっても結果は変わってくるので、事前に評価頂くことをお勧めいたします。(※テストピースで評価する場合は注意が必要です。)
そのため、製品と同じ素材、同じ表面状態のものにめっきを処理して評価を行うことをお勧めいたします。具体的な評価条件が設定されている場合、当社までご相談ください。
Reference example: SE-660
[Evaluation conditions]
Salt spray test based on JIS standard H8502-1999
Spray solution | : 50g/L sodium chloride |
Spray time | : 24hours |
Spray chamber temperature | : 35±2℃ |
Test piece | : 1dm2 test piece (SPCC material) |
Coating thickness | : Approximately 5μm |
※No heat treatment or post-treatment
[Evaluation results] Rating number = 10 is considered to be no rust.
カニボロンはどのような特長を持っていますか。
ウェット環境下での摺動特性に優れています。また低温の熱処理(200℃)において高硬度(Hⅴ750以上)が得られます。
詳細は製品紹介をご覧下さい。
セラミックカニゼンはどのような特長を持っていますか。
SiCの複合皮膜であり、硬質クロム以上の耐磨耗性(Hv1000以上)を有しています。ヤスリで削られるように激しく磨耗する摺動部品に最も適しています。詳細は製品紹介をご覧下さい。
セラミックカニゼンの原理を教えて下さい。
重力による自由落下によってNi-P皮膜中へSiCを共析するものです。品物の側面および底部にはほとんど共析しません。また表面全体に均一にSiCを析出させるためには、回転治具の使用等の工夫が必要です。
カニフロンはどのような特長を持っていますか。
ドライ環境下の中でも摩擦係数を低減でき、潤滑性を得ることができます。詳細は製品紹介をご覧下さい。
カニフロンの原理を教えて下さい。
界面活性剤を利用し、PTFEを静電的に表面に吸着させる原理です。品物の上部、底部、側面問わず均一にPTFEが分散します。
カニブラックはどのような特長を持っていますか。
品物をめっき浴中に浸漬させると、瞬間的に黒色皮膜が表面に生成され、時間と共に黒色皮膜が連続的に成長し、必要な膜厚を得ることができる自己触媒反応のめっきです。低反射性・光吸収性等に優れ、光学部品やOA機器部品等に使用されています。詳細は製品紹介をご覧下さい。
カニブラックを外装に使用することは可能ですか。
カニブラックは、皮膜をブロッコリー状に析出させることにより、光を吸収しています。このブロッコリー状の凹凸が弱いため外装への使用は基本的には不可能です。但し『カニブラックⅡ』は凹凸の強度が高いため、力の掛からない箇所であれば使用可能です。
カニハステはどのような特長を持っていますか。
析出時の高硬度(Hv770)と高温環境下での高硬度(300℃下でHv560)を両立させた合金の無電解めっき皮膜です。高温環境下での摺動特性を強化するとともに、ドライ環境下での摺動特性も兼ね備えた当社の新開発皮膜です。
めっき液について |
無電解めっき液のリンの含有量は一定ですか。
皮膜中のリン含有量は、めっき液の組成、浴の温度、pH、ターン数(亜リン酸イオンや硫酸イオンの蓄積)の影響を受け、一定ではありません。一般的には、次の関係が成り立ちます。
- めっき温度、pH:高いほどリン含有量低くなります。
- ターン数:老化するほど、リン含有量高くなります。
- 硫黄系添加剤:添加すると、リン含有量下がります。
連続タイプのめっき液の場合、建浴から徐々にリン含有量が高くなっていくので、例えば、リン含有量を10~12%等、範囲を決め、その範囲内で管理することになります。
電気透析システム「CirVEX®」を導入することにより、亜燐酸イオンや硫酸イオンの濃度を一定範囲にキープすることが出来るため、リン含有量をかなり狭い範囲で管理することが可能となります。
前処理の酸洗と酸活性の違いは何ですか。
作業的には同じです。
酸洗い:酸化膜の除去など前処理目的の処理
酸活性:めっき前に品物の表面を活性化
めっき速度とpH・温度の関係について教えて下さい。
一般的に次の関係が成り立ちます。
1. pH:高いほど、めっき速度早い。
2. 温度:高いほど、めっき速度早い。
但し、どちらも上げすぎるとめっき液が分解したり、濁ったりする原因になりますので、取説の範囲内で使用するようにしてください。取説の範囲を超えて使用する場合は、ご相談ください。
めっき膜厚の簡単な計算方法を教えて下さい。
皮膜重量から膜厚を測定することが出来ます。
皮膜重量の測定には小数点以下3桁(0.000)まで秤量可能な電子天秤をご用意ください。
膜厚(μ)=皮膜重量(g)/表面積(cm2)/比重(g/cm3)×10000
皮膜重量(g)/表面積(dm2)/比重(g/cm3)×100
皮膜重量(g)=めっき後重量(g)-めっき前重量(g)
めっき速度測定用のテストピース(0.189dm2)は弊社でご用意していますので、ご入り用の場合はご相談ください。
めっき槽の素材は何が好ましいですか。
SUS316が最適でSUS304も使用可能です。SUS製のめっき槽は硝酸でパッシベーションすることにより、不動態皮膜を形成することができるので、無電解めっき用のめっき槽として最適です。樹脂製(PVC等)のめっき槽も使用できますが、老朽化が進むと表面に傷が付き、めっき槽にめっき皮膜が析出しやすくなります。
無電解めっき液を使用する際、フィルターポンプ・自動分析補給装置は必須ですか。
フィルターポンプはザラを低減するために必要なものです。また自動分析補給装置はめっき浴のpHや濃度を一定に保つために必要なものです。(もちろん手分析でも対応可能です)両設備ともに当社の長年のノウハウを反映したものであり、無電解めっき液をより効果的・効率的にご使用いただくことができます。
めっき廃液はどのように処理をすれば良いのですか。
基本的には専門業者に引き取っていただくことになります。海外ではめっき廃液を希釈し、自社内で廃液処理をしているケースもあります。また当社開発のReVEX®では、めっき廃液からニッケルを回収することも可能です。
材質・工程について |
どのような材質であってもめっき加工は可能ですか。
カニゼンめっきは、鉄、特殊鋼、ステンレス、アルミ、銅などのあらゆる素材にめっき加工することが可能です。特殊な材質の場合はご相談下さい。
鋳物やダイキャスト品へのめっき加工は可能ですか。
可能です。但し巣穴等の表面状態により処理方法が異なりますので、別途ご相談させていただきます。
プラスチックへのめっき加工は可能ですか。
可能です。但し金属とは異なる前処理が必要になります。基本的な工程は、『脱脂→エッチング→センシタイズ(Sn吸着)→活性化(Pd吸着)→めっき』となります。熱膨張係数が大きいので比較的低温でめっきすることが求められます。(SE-680やNi-Bなど)
用語集 |
カニゼン
カニゼンとは、無電解ニッケルめっきの総称でもあり、当社の社名でもある「カニゼンめっき」(Kanigen®)は、C(K)atalytic(触媒) Nickel(ニッケル) Generation(生成) の頭文字をとり、Kanigen と命名されました。カニゼンめっきとは、電気を使わずに化学反応によってニッケル燐合金をコーティングすることです。
カニゼンめっきは、他のメッキと比較して、
- めっき膜厚が均一である
- 不導体へのめっきが可能である
- 幅広い金属へのめっきが可能である
- 密着性・硬度・磨耗性・耐食性に優れている
等の特性があります。
その特性から、工業部品の機能を強化する機能めっきとして、自動車や半導体部品、デジカメやパソコンといった身近なものからF1マシン、ジェット機、人工衛星に至るまで幅広い分野で当社の技術が活きています。当社の社名でもあるカニゼンが、無電解めっきの総称「カニゼンめっき」と言われるのもその証です。
シューマー
日本カニゼン㈱が、無電解ニッケルめっきを手軽に何処でもめっきできるように開発しためっき液の総称です。
Surface metalizerの頭文字から『Sumer』=『シューマー』と 命名し販売を始めました。
建浴
めっき液を規定の比率で調合し、各成分の濃度やpHを調整し、めっきできる状態にすることです。もちろん、めっき液だけでなく、前処理液を調合する場合でも、『建浴』という言葉を使います。
建浴方法にもいろいろなケースがあり、ブルーシューマーの様に1液で建浴するもの、SE-666の様に2液あるいはそれ以上で建浴するものもあります。(取扱説明書に標準的な建浴方法を記しています。)
シューマー液の場合、各成分の濃度やpHなど全て弊社の製造工場で調製、分析して出荷しておりますので、建浴時にお客様のラインで細かな調整や、分析を必要としません。(一部例外もあります。)
ターンオーバー(ターン)
Metal Turnoverの略語です。(ちなみに中国語では、『周期』という言葉を使います。)
連続タイプのめっき液で、液の老化具合を知るための数値として用いられます。建浴時に浴中に含まれるニッケルを(理論的に)全て使用した時点を「1ターン」とします。
ブルーシューマーの様なワンバッチ液の場合は、現在のニッケル濃度を分析すれば、建浴時の何割ニッケルを消費したのか、簡単に知ることが出来ます。ブルーシューマーの建浴時の(硫酸)ニッケル濃度は、25g/Lなので、7.5g/Lになるまで使用し、廃液にしたとすると、(25-7.5)÷25=70%使用したことになります。
次に、連続液のケースを考えます。例えば、SE-666は、建浴時の(硫酸)ニッケル濃度が22.5g/Lに設定されています。
ここに、品物を浸漬し、めっき反応が始まれば、ニッケル濃度は徐々に低下していきます。しかし、実際には、ニッケルや還元剤の濃度、反応に伴いpHが低下し、徐々に速度が低下、最後には反応が停止してしまうので、実際には22.5g/Lのニッケル全てを使用するまでめっきすることは不可能です。そこで、補給液でニッケル、還元剤、pHの低下を補うため苛性ソーダやアンモニアを補給する必要がありますが、途中で補給してしまうと、ブルーシューマーの様に、現在のニッケル濃度からどの程度使用したのか判断することが出来ません。そこで、ターン数という概念を用います。
ここでは、ニッケルに注目しているので、ニッケル塩補給液の補給量から、ターン数を計算します。
SE-666-1の場合、硫酸ニッケルの濃度が、450g/Lなので、22.5÷450=0.05、即ち1Lの浴に対し、50ml補給した時点が1ターンとなります。
同じターン数まで使用できるめっき液でも建浴時のニッケル濃度が異なれば、処理できる表面積は異なります。めっき液が変われば、ターン数=能力ではないことに注意してください。
デシミクロン
鍍着量を体積で表す単位であり、めっきの単価や、補給液の必要量を計算する際に使用します。
1dm2(100cm2)の面積を厚さ1μmでめっきすると1μdm2(μm×dm2)となります。
中高リンタイプのめっき液であれば、硫酸ニッケル1gで2.88μdm2めっきすることが可能です。
弊社では実験値として2.88μdm2を採用していますが、理論値3.14μdm2や3.0μdm2を採用しているメーカーもあるので注意してください。リン含有量が同程度であれば、硫酸ニッケル1gでめっきできる面積は同じです。
また、低リンめっき液やカニボロンなどでは、皮膜中のリン含有量が低くなるので、硫酸ニッケル1gで2.5μdm2(実験値)程度となります。
カジリ(カジリ発生の原因)
品物のエッジ部分などが動物がかじったようなギザギザとした概観となる状態を「カジリ」と呼びます。
何らかの要因でめっき液の組成が崩れ、浴中の安定剤が過剰になった場合にこの現象が発生します。これは浴中に含まれる鉛などの安定剤が品物に一様に吸着せず、エッジ部分など特定の部位に優先的に吸着する性質によるものです。浴比などのめっき条件を適正に調整することにより改善することが可能です。
また、このようなカジリの他に、安定剤の種類によってエッジ部より中心部に白ぼけた様な模様が発生する事もあります。
Ⅴ/A(浴比)
浴負荷(めっき浴に対して投入する品物の表面積または個数)の大小を示す数値です。
V/A=めっき槽の容量V(cm3)÷品物の表面積A(cm2)
の関係が成り立ちます。
一般的なNi-Pめっき液の場合、V/Aを10~20として使用していただくのが最適です。
例えば、10L(10000cm3)のめっき槽があるとすると、処理できる品物の表面積は、500~1000cm2となります。10cm角の試験片なら、両面で200cm2となるので、投入できる個数は、2.5~5枚程度となります。
安定剤
無電解めっき液を構成する必要不可欠な成分の1つで、浴の自己分解(品物表面以外の場所で浴中の金属イオンの還元反応が進行し金属成分が析出する現象)を抑制する目的で添加するものです。一般に、安定剤の濃度が高ければめっき浴は安定しますがめっき皮膜がカジリを生じやすくなり、また濃度が低い場合は反応中にめっき浴が自己分解を起こしザラの発生の一因となりますので、浴中での濃度管理が重要です。弊社製品シューマー液では、液種毎に最適な濃度になるよう設計しております。
従来、一般的に鉛が用いられてきましたが、昨今高まる環境法令規制に対応し、鉛代替の無機物や様々な有機化合物も用いられています。(SE-666、SFB-26 等)