ผู้บุกเบิกการชุบนิกเกิลแบบไม่ใช้ไฟฟ้า
คำถามและคำตอบเกี่ยวกับการชุบและคำศัพท์เฉพาะ
ผิวชุบ |
น้ำยาชุบ |
วัสดุและกระบวนการ |
คำศัพท์เฉพาะทาง |
กรุณาคลิกที่รายการ
เกี่ยวกับผิวชุบ |
การชุบด้วยไฟฟ้ากับการชุบโดยไม่ใช้ไฟฟ้าต่างกันอย่างไร?
ในวิธีการชุบทั้งสองวิธี ไอออนของนิกเกิล (Ni2+) ในถังชุบจะถูกรีดิวซ์โดยการรับอิเล็กตรอนและชุบเป็นชั้นฟิล์มโลหะบนพื้นผิวของวัสดุ
การชุบด้วยไฟฟ้าทำได้โดยการใช้ความต่างศักย์ระหว่างอิเล็กโทรดโดยใช้แหล่งพลังงานภายนอกและจ่ายอิเล็กตรอนจากแคโทดเพื่อชุบโลหะ ในขณะที่การชุบโดยไม่ใช้ไฟฟ้าทำได้โดยใช้ปฏิกิริยาเคมี (ปฏิกิริยาที่สารถูกออกซิไดซ์) เพื่อจ่ายอิเล็กตรอนให้กับไอออนของโลหะเพื่อชุบโลหะ (การชุบโดยไม่ใช้ไฟฟ้าเรียกอีกอย่างว่าการชุบด้วยเคมี)
ในกรณีของการชุบด้วยไฟฟ้าจะมีประสิทธิภาพเพราะรับอิเล็กตรอนจากแคโทดโดยตรง แต่มีข้อแม้คือ
- จำเป็นต้องยึดจุดสัมผัสให้แน่นระหว่างจิ๊ก (jig) และชิ้นงาน เพื่อช่วยให้การไหลของกระแสไฟฟ้ามีประสิทธิภาพมากขึ้น
- หากมีสิ่งกีดขวางระหว่างแคโทดและแอโนด ตรงจุดนั้นจะมีความต่างศักย์ไฟฟ้าต่ำ ส่งผลให้คุณสมบัติในการชุบลดลง
- ความหนาแน่นของกระแสไฟฟ้าบริเวณขอบจะมีค่าสูงเนื่องจากการมารวมกันของอิเล็กตรอน ซึ่งทำให้เกิดปัญหา เช่น ความหนาของการชุบต่างจากบริเวณอื่น
ในทางกลับกัน การชุบแบบไม่ใช้ไฟฟ้าใช้ปฏิกิริยาทางเคมี ผลิตภัณฑ์ที่สัมผัสกับน้ำยาชุบจะทำปฏิกิริยากันอย่างสม่ำเสมอ ทำให้ได้ความหนาของผิวชุบที่สม่ำเสมอ อีกทั้งการออกแบบจิ๊ก (jig) สำหรับการชุบแบบไม่ใช้ไฟฟ้าสามารถทำได้ง่ายกว่าการชุบด้วยไฟฟ้า
อย่างไรก็ตาม แม้แต่ภายในถังชุบเดียวกัน หากมีการกระจายอุณหภูมิที่ไม่สม่ำเสมอ หรือมีการหมุนเวียนของของเหลวไม่ดี และไม่มีการจ่ายน้ำยาชุบชดเชยอย่างต่อเนื่อง คุณสมบัติในการชุบในบริเวณนั้นก็จะเสื่อมลง ดังนั้น ต้องใช้ความระมัดระวังอย่างมาก กุญแจสำคัญในการได้รับการชุบที่ดีคือการควบคุมความเข้มข้นและอุณหภูมิอย่างสม่ำเสมอทั่วทั้งถังชุบ
นอกจากนี้ ในกรณีของการชุบแบบไม่ใช้ไฟฟ้า จะใช้ตัวรีดิวซ์อื่นๆ นอกเหนือจากนิกเกิล ดังนั้น ส่วนประกอบบางส่วนจึงถูกผสมเข้าไปในผิวชุบ ทำให้เกิดผิวโลหะผสม เช่น Ni-P และ Ni-B ซึ่งเป็นหนึ่งในนั้น สารรีดิวซ์ที่ใช้ ได้แก่ โซเดียมไฮโปฟอสไฟต์, DMAB (ไดเมทิลเอมีนโบเรน) และไฮดราซีน ซึ่งแต่ละชนิดทำให้ได้ชั้นฟิล์มที่มีคุณสมบัติแตกต่างกัน
ทำไมการอบด้วยความร้อนจึงทำให้ผิวชุบแข็ง?
เนื่องจากโครงสร้างผลึกแบบอสัณฐานจะเปลี่ยนเป็นโครงสร้างแบบผลึก
ผิวชุบแบบฟอสฟอรัสต่ำ (SE-797) และ KANIBORON (Ni-P-B) ซึ่งมีลักษณะเป็นผลึกเมื่อทำการชุบ จะมีความแข็งที่สูงกว่าเมื่อเทียบกับผิวชุบแบบฟอสฟอรัสปานกลางและผิวชุบแบบฟอสฟอรัสสูง
ตัวอย่างเช่น ในกรณีของน้ำยาชุบฟอสฟอรัสระดับปานกลางถึงสูงทั่วไป เช่น SE-660 ความแข็งจะเริ่มเพิ่มขึ้นหลังจากการอบด้วยอุณหภูมิ 200°C ปลาย และจะสูงสุดระหว่างปลายอุณหภูมิ 300°C ถึง 400°C (ประมาณ Hv900) อย่างไรก็ตาม หากทำการอบในบรรยากาศปกติ อาจเกิดการเปลี่ยนสีเนื่องจากออกซิเดชันบนพื้นผิวชุบ ดังนั้นต้องระมัดระวังในการอบกับชิ้นส่วนที่ต้องการความสวยงาม
สำหรับวัสดุเช่นอะลูมิเนียมและโลหะผสมอะลูมิเนียม ซึ่งอาจเปราะได้ที่อุณหภูมิสูง ควรเลือกชุบด้วยฟอสฟอรัสต่ำ (SE-797) หรือ KANIBORON (Ni-P-B) ที่ให้ความแข็งโดยไม่ต้องผ่านการอบด้วยความร้อน
ข้อดีของการชุบ Kanigen (การชุบแบบไม่ใช้ไฟฟ้า) เมื่อเทียบกับการชุบโครเมียมด้วยไฟฟ้าคืออะไร?
1. ได้รับผิวชุบที่สม่ำเสมอ
2. มีรูพรุน (pinhole) บนผลิตภัณฑ์น้อยมาก
3. ผิวชุบมีการยึดเกาะกับผลิตภัณฑ์ที่ดี
เนื่องจากคุณสมบัติข้างต้น:
เพื่อให้ได้ผิวชุบที่ดีที่สุดของการชุบทั้งสองแบบ บางครั้งมีการใช้การชุบโครเมียมชุบบนผิวชุบแบบไม่ใช้ไฟฟ้า
การชุบ Kanigen ในการทดสอบการพ่นเกลือจะอยู่ได้นานแค่ไหน?
โดยทั่วไปแล้วจะขึ้นอยู่กับประเภทของผิวชุบและความหนาของการชุบ
หากการทดสอบเป็นเวลาไม่กี่ชั่วโมง เราคิดว่าสามารถรักษาความสามารถการทนการกัดกร่อนไว้ที่ 9.8 หรือสูงกว่านั้นได้ แม้ว่าจะมีความหนาของผิวชุบอยู่ที่ 3 ถึง 5 µm ก็ตาม
อย่างไรก็ตาม ผลลัพธ์จะแตกต่างกันไปขึ้นอยู่กับเงื่อนไขการชุบ (วิธีการเตรียมผิว รูปร่างผลิตภัณฑ์ สภาพพื้นผิวผลิตภัณฑ์ เป็นต้น) ดังนั้นเราขอแนะนำให้คุณทดสอบชิ้นงานตัวอย่างล่วงหน้า (※เมื่อทดสอบด้วยชิ้นงานตัวอย่าง ต้องระมัดระวังเนื่องจากเงื่อนไขอาจแตกต่างจากผลิตภัณฑ์จริง)
ด้วยเหตุนี้ เราขอแนะนำให้คุณชุบบนวัสดุเดียวกันและมีสภาพพื้นผิวเดียวกันกับผลิตภัณฑ์ จากนั้นจึงประเมินผล หากคุณมีเงื่อนไขการประเมินที่เฉพาะเจาะจง โปรดติดต่อเรา
ตัวอย่างอ้างอิง: SE-660
[เงื่อนไขการทดสอบ]
การทดสอบการพ่นเกลือตามมาตรฐาน JIS H8502-1999
|
น้ำยาที่พ่น |
: โซเดียมคลอไรด์ 50 g/L |
|
เวลาการทดสอบ |
: 24 ชั่วโมง |
|
อุณหภูมิการทดสอบ |
: 35±2℃ |
|
ขนาดชิ้นงานทดสอบ |
: 1 dm2 (วัสดุ SPCC) |
|
ความหนาของผิวชุบ |
: ประมาณ 5 µm |
※ไม่ผ่านการทำ Heat treatment หรือ Post treatment
[ผลการทดสอบ] Plating film corrosion resistance rating number = 10 หมายถึงไม่เกิดสนิม
KANIBORON (Ni-P-B) มีคุณสมบัติอะไรบ้าง?
มีคุณสมบัติทนทานต่อการเสียดสีได้ดีเยี่ยมในสภาพแวดล้อมที่มีการหล่อลื่น นอกจากนี้ มีความแข็งสูง (Hv750 หรือสูงกว่า) ได้จากการอบด้วยความร้อนที่อุณหภูมิต่ำ (200°C)
โปรดดูรายละเอียดในคำแนะนำผลิตภัณฑ์
CERAMIC KANIGEN (Ni+P+Sic) มีคุณสมบัติอะไรบ้าง ?
เป็นผิวชุบคอมโพสิต SiC ที่มีความทนทานต่อการสึกกร่อนสูงกว่า (Hv1000 ขึ้นไป) มากกว่าฮาร์ดโครเมียม เหมาะที่สุดสำหรับชิ้นส่วนเที่มีการเสียดสีและมีการสึกหรอมาก เช่น เกิดจากการเสียดสีด้วยตะไบ
โปรดดูรายละเอียดในคำแนะนำผลิตภัณฑ์
หลักการของ CERAMIC KANIGEN (Ni+P+Sic)
SiC จะถูกสะสมรวมกันในผิวชุบ Ni-P โดยการตกอย่างอิสระเนื่องจากแรงโน้มถ่วง โดยที่บริเวณด้านข้างและด้านล่างของผลิตภัณฑ์จะมีการสะสม SiC ในผิวชุบต่ำ ยิ่งไปกว่านั้น เพื่อที่จะชุบ SiC ให้ทั่วพื้นผิวอย่างสม่ำเสมอ จำเป็นต้องประยุกต์การใช้เครื่องมือพิเศษ เช่น การใช้จิ๊กแบบหมุน
KANIFLON (Ni+P+PTFE) มีคุณสมบัติอะไรบ้าง?
มีการหล่อลื่นที่ดีและสามารถลดค่าสัมประสิทธิ์แรงเสียดทานได้แม้อยู่ในสภาพแวดล้อมที่แห้ง โปรดดูรายละเอียดในคำแนะนำผลิตภัณฑ์
หลักการของ KANIFLON (Ni+P+PTFE)
หลักการคือ PTFE จะถูกดูดซับด้วยไฟฟ้าสถิตบนพื้นผิวของผลิตภัณฑ์โดยใช้สารลดแรงตึงผิว และ PTFE จะถูกกระจายอย่างสม่ำเสมอและสะสมรวมกันที่ด้านบน ด้านล่าง และด้านข้างของผลิตภัณฑ์
KANIBLACK (black film) มีคุณสมบัติอะไรบ้าง?
เมื่อจุ่มผลิตภัณฑ์ลงในถังชุบ ผิวชุบสีดำจะเกิดขึ้นบนพื้นผิวทันที และเมื่อเวลาผ่านไป ผิวชุบสีดำจะหนาขึ้นอย่างต่อเนื่อง ส่งผลให้เกิดปฏิกิริยาชุบอัตโนมัติที่สามารถได้ความหนาตามความต้องการ อีกทั้งคุณสมบัติด้านการสะท้อนแสงและการดูดซับแสงต่ำทำได้อย่างดีเยี่ยม น้ำยาชุบนี้ใช้ในส่วนประกอบออปติกและชิ้นส่วนอุปกรณ์ปริ้นเตอร์ โปรดดูรายละเอียดในคำแนะนำผลิตภัณฑ์
สามารถใช้ KANIBLACK (black film) บนพื้นผิวภายนอกได้หรือไม่?
KANIBLACK ดูดซับแสงโดยเคลือบผิวชุบให้มีลักษณะคล้ายบร็อคโคลี่ ความไม่สม่ำเสมอของผิวชุบที่คล้ายบร็อคโคลี่นี้ทำให้มีความแข็งแรงน้อย จึงไม่สามารถนำไปใช้กับงานภายนอกได้ อย่างไรก็ตาม เนื่องจากความแข็งแรงของผิวชุบ "KANIBLACK II" มีค่าสูงขึ้น จึงสามารถประยุกต์ใช้ในบริเวณที่ไม่ต้องใช้แรงมากได้
ลักษณะเด่นของ Kanihaste มีอะไรบ้าง?
นี่คือผิวชุบโลหะผสมชนิดไม่ใช้ไฟฟ้า ซึ่งมีความแข็งสูงเมื่อชุบ (Hv770) และมีความแข็งสูงเมื่ออยู่ในสภาพแวดล้อมที่มีอุณหภูมิสูง (Hv560 ที่อุณหภูมิ 300℃) ผิวชุบชนิดนี้เป็นผิวชุบที่บริษัทของเราพัฒนาขึ้น เพื่อเพิ่มคุณสมบัติทนต่อการเสียดสีในสภาพแวดล้อมที่มีอุณหภูมิสูง พร้อมทั้งมีคุณสมบัติการลื่นไหลในสภาพแวดล้อมที่แห้ง
เกี่ยวกับน้ำยาชุบ |
เปอร์เซ็นต์ฟอสฟอรัสในน้ำยาชุบแบบไม่ใช้ไฟฟ้าคงที่หรือไม่?
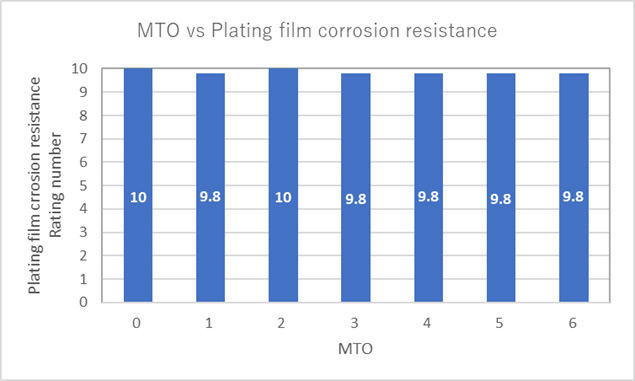
เปอร์เซ็นต์ฟอสฟอรัสในผิวชุบมาจากปัจจัยดังต่อไปนี้ องค์ประกอบของน้ำยาชุบ, อุณหภูมิถังชุบ, ค่า pH และจำนวนรอบ MTO (การสะสมของไอออนฟอสไฟต์และไอออนซัลเฟต) ไม่คงที่ โดยทั่วไปความสัมพันธ์จะเป็นดังนี้:
- อุณหภูมิการชุบและค่า pH: ยิ่งอุณหภูมิและค่า pH สูง เปอร์เซ็นต์ฟอสฟอรัสจะยิ่งลดลง
- จำนวนรอบ (MTO) : ยิ่งเยอะ เปอร์เซ็นต์ฟอสฟอรัสจะมากขึ้น
- สารเติมแต่งที่มีกำมะถันเป็นส่วนประกอบ : เมื่อเติมลงไปแล้ว เปอร์เซ็นต์ฟอสฟอรัสจะลดลง
ในกรณีของการชุบแบบต่อเนื่อง เปอร์เซ็นต์ฟอสฟอรัสจะค่อยๆ เพิ่มขึ้นตลอดระยะเวลาการชุบ ดังนั้น เปอร์เซ็นต์ฟอสฟอรัสจะได้รับการควบคุมให้อยู่ในช่วงที่กำหนด เช่น 10-12%
ความแตกต่างระหว่าง การล้างด้วยกรดของ Pre treatment กับ การกระตุ้นด้วยกรด (Acid activation) คืออะไร?
ในด้านการทำงานมันก็เหมือนกัน
การล้างด้วยกรด: คือการเตรียมการเบื้องต้นสำหรับการกำจัดออกไซด์ฟิล์ม
การกระตุ้นด้วยกรด (Acid activation): คือการกระตุ้นพื้นผิวของผลิตภัณฑ์ก่อนการชุบ
ความสัมพันธ์ระหว่าง ความเร็วในการชุบ กับ ค่า pHและอุณหภูมิ คืออะไร?
โดยทั่วไปความสัมพันธ์จะเป็นดังนี้:
1. ค่า pH : ยิ่งค่า pH สูงขึ้น ความเร็วในการชุบจะเร็วขึ้น
2. อุณหภูมิ : ยิ่งอุณหภูมิสูงขึ้น ความเร็วในการชุบจะเร็วขึ้น
อย่างไรก็ตาม การเพิ่มค่า pH และ อุณหภูมิมากเกินไปอาจทำให้น้ำยาชุบสลายตัวหรือขุ่นได้ ดังนั้น ควรตั้งค่าให้อยู่ในค่ามาตรฐานที่ระบุไว้ในคู่มือการใช้งาน โปรดติดต่อเราหากคุณต้องการใช้ผลิตภัณฑ์นอกช่วงค่ามาตรฐานที่ระบุไว้ในคู่มือการใช้งานฉบับนี้
กรุณาบอกวิธีง่ายๆในการคำนวณความหนาของการชุบ
ความหนาของผิวชุบสามารถวัดได้จากน้ำหนักของผิวชุบ
ในการวัดน้ำหนักผิวชุบ โปรดใช้เครื่องชั่งอิเล็กทรอนิกส์ที่สามารถวัดได้ถึง 3 ตำแหน่งทศนิยม (0.000)
*กรณีหน่วยพื้นที่ผิวคือตารางเซนติเมตร “cm2”
ความหนาของผิวชุบ (µm) = น้ำหนักผิวชุบ (g) / พื้นที่ผิว (cm2) / ความถ่วงจำเพาะของชั้นฟิล์มที่ชุบ (g/cm3) x 10000
*กรณีหน่วยพื้นที่ผิวคือตารางเดซิเมตร "dm2"
ความหนาของผิวชุบ (µm) = น้ำหนักผิวชุบ (g) / พื้นที่ผิว (dm2) / ความถ่วงจำเพาะของชั้นฟิล์มที่ชุบ (g/cm3) x 100
น้ำหนักผิวชุบ (g)= น้ำหนักวัสดุหลังจากชุบ (g) - น้ำหนักวัสดุก่อนชุบ (g)
เรามีชิ้นส่วนทดสอบ (พื้นที่ผิวขนาด 0.189 dm2) สำหรับวัดความเร็วในการชุบ ดังนั้นโปรดติดต่อเราหากคุณต้องการ
วัสดุที่ต้องการใช้สำหรับถังชุบคืออะไร?
SUS316 เป็นวัสดุที่เหมาะสมที่สุด แต่สามารถใช้ SUS304 ได้เช่นกัน ถังชุบที่ทำมาจากวัสดุ SUS สามารถทำ Passivation ด้วยกรดไนตริกเพื่อสร้างชั้นป้องกันการกัดกร่อนได้ (passivation film) ทำให้เหมาะอย่างยิ่งสำหรับการชุบแบบไม่ใช้ไฟฟ้า ส่วนถังชุบที่ทำมาจากพลาสติก (PVC) สามารถใช้ได้เช่นกัน แต่เมื่อเวลาผ่านไป พื้นผิวจะเกิดรอยขีดข่วนและมีแนวโน้มที่เคมีจะเกาะในถังชุบมากขึ้น
เมื่อใช้น้ำยาชุบแบบไม่ใช้ไฟฟ้า จำเป็นต้องมีปั๊มกรองและอุปกรณ์วิเคราะห์และเครื่องเติมน้ำยาเคมีอัตโนมัติ (SACP)หรือไม่?
จำเป็นต้องมีปั๊มกรองเพื่อลดปัญหาสิ่งแปลกปลอมผสมในน้ำยาชุบ นอกจากนี้ จำเป็นต้องมีอุปกรณ์วิเคราะห์และเติมน้ำยาเคมีอัตโนมัติเพื่อรักษาค่า pH และความเข้มข้นของ Ni ให้คงที่อยู่เสมอ (แน่นอนว่าการวิเคราะห์และเติมน้ำยาเคมีด้วยตนเองก็สามารถทำได้เช่นกัน) อุปกรณ์ทั้งสองชิ้นนี้สะท้อนให้เห็นถึงความรู้ความชำนาญของบริษัท ช่วยให้คุณสามารถใช้น้ำยาชุบแบบไม่ใช้ไฟฟ้าได้อย่างมีประสิทธิภาพมากขึ้น
น้ำเสียจากการชุบควรได้รับการบำบัดอย่างไร?
โดยพื้นฐาน น้ำเสียจากการชุบจะถูกกำจัดโดยผู้เชี่ยวชาญ น้ำเสียที่มีการปนเปื้อนน้ำยาชุบและน้ำยาเคมีสำหรับเตรียมผิวจะถูกกำจัดโดยบริษัทผู้เชี่ยวชาญด้านการกำจัดสารเคมี
น้ำที่ใช้ทำความสะอาดในกระบวนการผลิตแต่ละขั้นตอนจะได้รับการบำบัดที่โรงงานชุบแต่ละแห่งเพื่อให้แน่ใจว่าความเข้มข้นของสารเคมีในน้ำเสียอยู่ต่ำกว่าค่าที่กฎหมายกำหนด
เกี่ยวกับวัสดุและกระบวนการ |
วัสดุแบบใดบ้างที่สามารถดำเนินการชุบได้?
การชุบ Kanigen สามารถชุบได้กับวัสดุหลายประเภท เช่น เหล็ก, เหล็กแบบพิเศษ, สแตนเลส, อลูมิเนียม และทองแดง โปรดติดต่อเราหากคุณต้องการชุบวัสดุพิเศษ
สามารถชุบผลิตภัณฑ์โลหะหล่อหรืองานเหล็กหล่อได้หรือไม่?
สามารถทำได้ อย่างไรก็ตามกระบวนการจะแตกต่างกันขึ้นอยู่กับสภาพพื้นผิวและรูของแม่พิมพ์หล่อ ดังนั้นโปรดติดต่อเรา
สามารถชุบพลาสติกได้ไหม?
สามารถทำได้ อย่างไรก็ตาม จำเป็นต้องมีการเตรียมผิวซึ่งแตกต่างกับการเตรียมผิวสำหรับโลหะ กระบวนการพื้นฐานคือ "การขจัดไขมัน (Degreasing) → การกัดด้วยกรด (Etching) → การเคลือบผิวด้วยดีบุก (Sensitization Sn)→ การกระตุ้นผิวด้วยแพลเลเดียม (Palladium activation) → การชุบ (Plating)" เนื่องจากวัสดุมีค่าสัมประสิทธิ์การขยายตัวสูงเนื่องจากความร้อน จึงจำเป็นต้องชุบที่อุณหภูมิค่อนข้างต่ำ (เช่น SE-680, Ni-B)
คำศัพท์เฉพาะ |
Kanigen
Kanigen เป็นคำเรียกทั่วไปสำหรับการชุบนิกเกิลแบบไม่ใช้ไฟฟ้า และชื่อบริษัทของเรา Kanigen มาจากตัวย่อของ C(K)atalytic (N)ikkel (G)eneration การชุบ Kanigen เป็นวิธีการชุบโลหะผสมนิกเกิล-ฟอสฟอรัสด้วยปฏิกิริยาเคมีโดยไม่ใช้ไฟฟ้า
เมื่อเปรียบเทียบกับวิธีการชุบอื่นๆ การชุบ Kanigen มีลักษณะเฉพาะดังต่อไปนี้:
- ความหนาของการชั้นฟิล์มที่ชุบสม่ำเสมอ
- สามารถชุบโลหะที่มีค่าการนำไฟฟ้าต่ำได้
- สามารถชุบโลหะได้หลายประเภท
- มีการยึดเกาะ ความแข็ง ความทนทานต่อการสึกกร่อน และความต้านทานการกัดกร่อนที่ยอดเยี่ยม
ด้วยลักษณะเฉพาะเหล่านี้ เทคโนโลยีของเราจึงถูกนำไปใช้ในหลากหลายประเภท ตั้งแต่สินค้าที่คุ้นเคย เช่น รถยนต์ ชิ้นส่วนเซมิคอนดักเตอร์ กล้องดิจิทัล และคอมพิวเตอร์ ไปจนถึงรถ F1 เครื่องบินเจ็ท และดาวเทียมเทียม โดยเป็นการชุบที่ใช้งานได้จริงที่ช่วยเสริมการทำงานของชิ้นส่วนอุตสาหกรรม สิ่งนี้ยังเป็นหลักฐานจากข้อเท็จจริงที่ว่า Kanigen ซึ่งเป็นชื่อบริษัทของเรา เป็นคำทั่วไปสำหรับการชุบแบบไม่ใช้ไฟฟ้า
SUMER
SUMER คือคำศัพท์ทั่วไปสำหรับน้ำยาชุบที่พัฒนาโดยบริษัท Japan Kanigen Co., Ltd. เพื่อให้สามารถชุบนิกเกิลแบบไม่ใช้ไฟฟ้าได้อย่างง่ายดาย
เราตั้งชื่อมันว่า "Sumer" ซึ่งเป็นคำย่อของ Surface Metalizer และได้เริ่มจำหน่ายในชื่อนี้
Make-up
Make-up คือกระบวนการเตรียมน้ำยาชุบในอัตราส่วนที่กำหนด ปรับความเข้มข้นและค่า pH ของน้ำยาชุบให้ได้ตามค่ามาตรฐานให้พร้อมสำหรับการชุบ นอกจากนี้คำว่า "Bath Make-up" ไม่ได้ใช้กับน้ำยาชุบเท่านั้น แต่ยังใช้กับการเตรียมน้ำยาขั้นตอน Pre treatment อีกด้วย
ซึ่งวิธีการทำ Make-up น้ำยาชุบมีหลายวิธี เช่น Blue Sumer ซึ่งประกอบด้วยน้ำยาหนึ่งชนิดพร้อมใช้งาน และ SE-660 ซึ่งประกอบด้วยน้ำยาสองชนิดขึ้นไป (วิธีการทำ make-up น้ำยาชุบลงในถังชุบ มีอธิบายไว้ในคู่มือการใช้งาน)
ในกรณีของน้ำยา Sumer ความเข้มข้นและค่า pH ของน้ำยาชุบจะถูกเตรียมและวิเคราะห์ที่โรงงานผลิตของเราก่อนการจัดส่ง ดังนั้นจึงไม่จำเป็นต้องมีการปรับหรือวิเคราะห์อย่างละเอียดในสายการผลิตของลูกค้าเมื่อทำการ make-up (อาจมีข้อยกเว้นในบางกรณี)
Metal Turn Over (MTO)
MTO เป็นคำย่อของ Metal Turn Over
การใช้น้ำยาชุบแบบต่อเนื่อง จะใช้ค่า MTO เพื่อทราบอายุของน้ำยา เมื่อปริมาณโลหะที่ถูกใช้ในการชุบ เท่ากับปริมาณโลหะตอนที่ Make-up จะนับว่าเป็น 1 เทิร์น หรือ 1 MTO
ตัวอย่างเช่น ความเข้มข้นของนิกเกิล (ซัลเฟต) ของ SE-660 อยู่ที่ 24.75 g/L หลังจากทำการ make-up
เมื่อจุ่มผลิตภัณฑ์ลงในน้ำยาชุบและเริ่มมีปฏิกิริยาการชุบ ความเข้มข้นของนิกเกิลจะค่อยๆ ลดลง อย่างไรก็ตาม ในความเป็นจริง ความเข้มข้นของนิกเกิล, ตัวรีดักชัน และค่า pH จะลดลงเนื่องจากปฏิกิริยาเคมี ความเร็วในการชุบจะลดลงทีละน้อย และในที่สุดปฏิกิริยาการชุบจะหยุดลง เช่นนึ้จึงเป็นไปได้ยากที่นิกเกิล 24.75 g/l จะถูกใช้จนหมด ดังนั้น จึงจำเป็นต้องเติมนิกเกิล, ตัวรีดักชันและโซเดียมไฮดรอกไซด์หรือแอมโมเนียในชุดเติมเพื่อชดเชยการลดลงของนิกเกิล ตัวรีดักชัน และค่า pH แต่เมื่อทำการเติมน้ำยาชุบชดเชยในระหว่างกระบวนการชุบทำให้ไม่ทราบว่านิกเกิลถูกใช้ไปเท่าใดจากความเข้มข้นของนิกเกิลในตอนทำการ make-up ดังนั้นจึงใช้แนวคิดของการคำนวณจำนวนรอบ (MTO)
ในกรณีของ SE-660-A ความเข้มข้นของนิกเกิลซัลเฟตคือ 450 g/L ดังนั้น 24.75 ÷ 450 = 0.055 โดยที่เมื่อเติม SE-660-A ปริมาณ 55 ml สำหรับถัง 1 L คือ หนึ่งรอบ หรือ 1 MTO
แม้ว่าจะสามารถใช้น้ำยาชุบได้จำนวนรอบเท่ากัน แต่ MTO ไม่ได้บ่งบอกถึงประสิทธิภาพของน้ำยาชุบโดยตรง หากความเข้มข้นของนิกเกิลในตอน make-up และพื้นผิวที่ใช้ชุบแตกต่างกัน
(dm2・μm)
เป็นหน่วยที่แสดงปริมาณการชุบในรูปปริมาตร และใช้ในการคำนวณราคาต่อหน่วยของการชุบและปริมาณน้ำยาชุบสำหรับใช้เติมชดเชย
เมื่อชุบพื้นที่ 1 dm2 (100 cm2) ด้วยความหนา 1 µm จะได้ 1 µdm2 (µm × dm2)
หากใช้น้ำยาชุบเปอร์เซ็นต์ฟอสฟอรัสปานกลางถึงสูง สามารถใช้ซัลเฟตนิกเกิล 1 กรัมต่อปริมาตรผิวชุบ 2.88 µdm2
เราใช้ 2.88 µdm2 เป็นค่าที่ได้จากการทดลอง แต่โปรดทราบว่าผู้ผลิตบางรายอาจใช้ค่าทางทฤษฎีที่ 3.14 µdm2 หรือ 3.0 µdm2 หากเปอร์เซ็นต์ฟอสฟอรัสเท่ากัน พื้นที่ที่สามารถชุบด้วยนิกเกิลซัลเฟต 1 กรัมก็จะเท่ากัน
แต่ปริมาตรผิวชุบต่อนิกเกิลซัลเฟต 1 กรัม สำหรับน้ำยาชุบเปอร์เซ็นต์ฟอสฟอรัสต่ำและ KANIBORON (Ni-P-B) มีค่าประมาณ 2.5 µdm2 (ค่าจากการทดลอง)
คาจิริ (สาเหตุของการเกิดคาจิริ)
เมื่อขอบของผลิตภัณฑ์มีลักษณะขรุขระ คล้ายกับว่าถูกสัตว์กัดแทะ ภาษาญี่ปุ่น เรียกว่า "คาจิริ"
ปัญหานี้จะเกิดขึ้นเมื่อองค์ประกอบของน้ำยาชุบถูกรบกวนเนื่องจากสาเหตุบางประการ ทำให้มีสารคงตัว (stabilizers ) มากเกินไปในถังชุบ ทำให้ stabilizers เช่น ตะกั่ว ที่มีอยู่ในน้ำยาชุบนั้น ไม่ไปเกาะกับผลิตภัณฑ์ได้อย่างสม่ำเสมอ แต่จะสะสมเกาะเฉพาะบางจุด เช่น บริเวณขอบมากกว่าปกติ สิ่งนี้สามารถแก้ไขได้โดยการปรับเงื่อนไขการชุบ เช่น อัตราส่วนปริมาตรถังชุบต่อพื้นที่ผิวชุบให้เหมาะสม
นอกเหนือจากคาจิริประเภทนี้แล้ว อาจปรากฏสีขาวขุ่นบริเวณกึ่งกลางมากกว่าขอบ ขึ้นอยู่กับประเภทของ stabilizer ที่ใช้
อัตราส่วน V/A
V/A เป็นค่าที่ระบุภาระของถังชุบ (พื้นที่ผิวหรือจำนวนผลิตภัณฑ์ที่ใส่ในถังชุบ)
ความสัมพันธ์มีดังต่อไปนี้
V/A = ปริมาตรของถังชุบ V (cm3) ÷ พื้นที่ผิวของผลิตภัณฑ์ A (cm2)
สำหรับน้ำยาชุบ Ni-P ทั่วไป ควรใช้ V/A ที่ 10 ถึง 20
เช่น หากมีถังชุบขนาด 10 ลิตร (10,000 cm3) พื้นที่ผิวของวัตถุที่สามารถชุบได้คือ 500 ถึง 1,000 cm2 เช่น ตัวอย่างชิ้นงานมีขนาดสี่เหลี่ยมจัตุรัส 10 cm ทั้ง 2 ด้าน จะมีพื้นที่ 200 cm2 ดังนั้นจำนวนที่ใส่ลงในถังชุบได้จะอยู่ที่ประมาณ 2.5 ถึง 5 ชิ้น ต่อการชุบแต่ละครั้ง
Stabilizers
เป็นหนึ่งในส่วนประกอบที่จำเป็นของน้ำยาชุบแบบไม่ใช้ไฟฟ้า และถูกเติมลงไปเพื่อยับยั้งการสลายตัวของน้ำยาชุบ (ปฏิกิริยารีดักชันของไอออนโลหะในถังชุบจะเกิดการตกผลึกในบริเวณอื่นนอกเหนือจากพื้นผิวของผลิตภัณฑ์)
โดยทั่วไป หากความเข้มข้นของ Stabilizer สูง น้ำยาชุบจะเสถียร แต่ผิวชุบจะมีโอกาสเกิด Kajiri ได้มากกว่า และหากความเข้มข้น stabilizer ต่ำ น้ำยาชุบจะไม่เสถียรระหว่างทำปฏิกิริยา ซึ่งเป็นหนึ่งในสาเหตุของปัญหาพื้นผิวมีความหยาบ ดังนั้นการควบคุมความเข้มข้นน้ำยาชุบในถังชุบจึงมีความสำคัญ ซึ่งผลิตภัณฑ์ของเรา Sumer ได้รับการออกแบบให้มีความเข้มข้นที่เหมาะสมสำหรับน้ำยาแต่ละประเภท
โดยทั่วไป ตะกั่วถูกใช้กันอย่างแพร่หลาย แต่เพื่อปฏิบัติตามกฎหมายและข้อบังคับด้านสิ่งแวดล้อมที่เข้มงวดยิ่งขึ้นในปัจจุบัน สารอนินทรีย์และสารประกอบอินทรีย์ต่างๆ ก็ถูกนำมาใช้ทดแทนตะกั่วเช่นกัน (SE-660, SFB-27 เป็นต้น)
วัสดุชุบเคลือบผิวโลหะ
กลับไปหน้าแรกของ Fact-Link