カナック タイランド
各種金型、部品への金属表面硬化処理(ガス窒化処理:カナック処理)
|
|
樹脂成形金型・プレス金型・治工具 向け
|

EVOLK(エボルク)処理とは |
耐摩耗性が良好・離型性が向上・ガジリ対策に有効
従来カナック処理では硬さの上昇の少なかった低Cr鋼に対し、カナック処理とは異なる新たなガスを開発。これにより今まで以上の表面硬さと硬化層深さを得ることが可能となりました。
|
|
★こんな場合におすすめです! ニューカナック処理の硬さでは満足できない… 耐摩耗性も上げたいが、処理後に溶接もしたい プリハードン鋼で加工性を維持した上で、 |

─ 硬化層深さの異なる2つのラインナップ ─
EVOLK-S
|
EVOLK-D
|

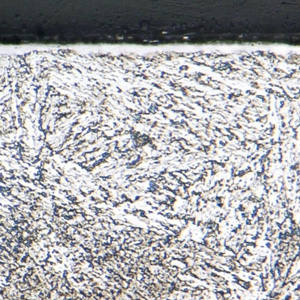
※組織写真はP20(SCM改) サンプル:PXA30へ処理(1000倍拡大)
ニューカナック処理との比較 |
■処理後の硬さ分布比較
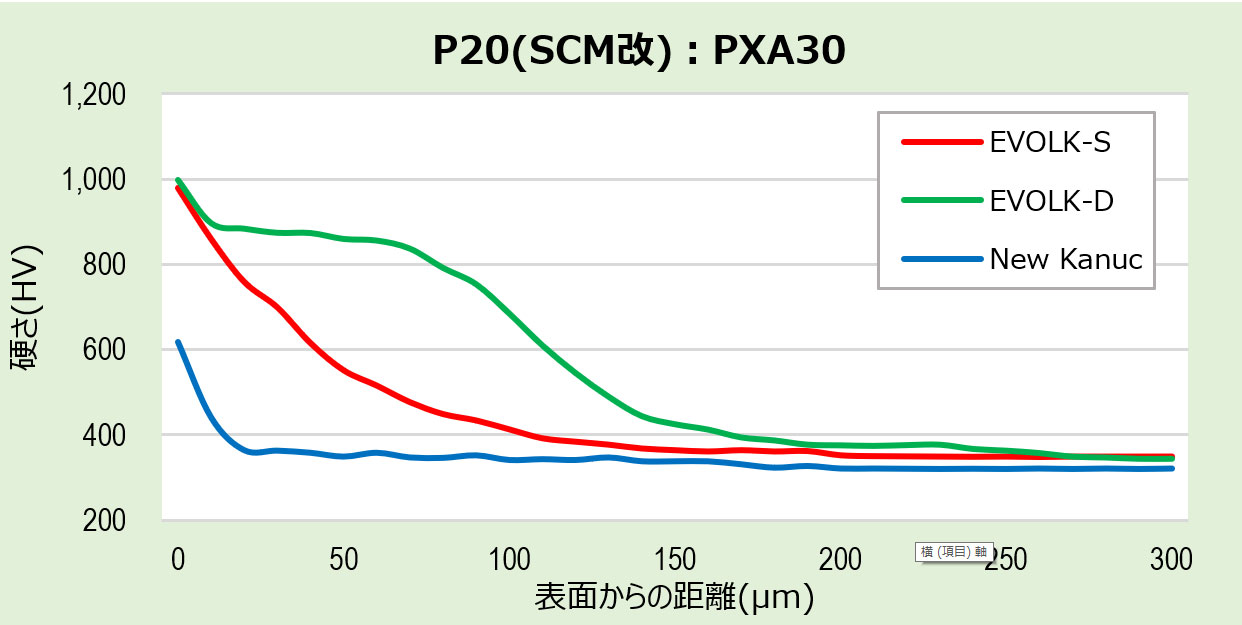
※EVOLK-D/D2は白層があります。グラフは白層を除いた母材表面での測定結果となります。
■各種材質と処理後の表面硬さ
|
材質 |
EVOLK 表面硬さ(HV) (HRC換算) |
ニューカナック 表面硬さ(HV) (HRC換算) |
|
SCM / SACM / P20 / P21系 |
950 前後 (68.2) |
600 前後 (55.3) |
|
SKD61 系(プリハードン) |
1200 前後 (71.5) |
800 前後 (64.0) |
|
SKD11 系 |
1350 前後 (73.4) |
1100 前後 (70.3) |
|
炭素鋼(S45C) |
800 前後 (64.0) |
350 前後 (35.6) |
※ビッカース硬さ(HV) 100g荷重。母材硬さにより表面硬さ数値は変動します。参考値としてお考え下さい。
※記載のHRCは近似換算値です。
※炭素鋼(S45C)につきましてはEVOLK-D処理の数値となります。EVOLK-S処理の場合の表面硬さは500前後です。
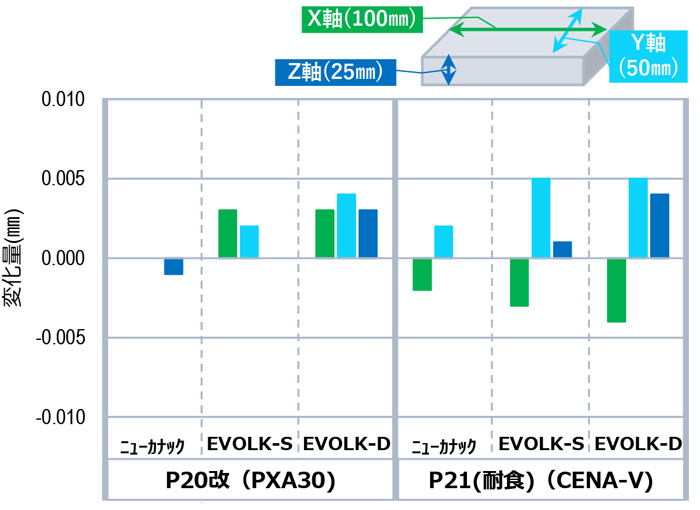
■寸法変化量
※数値は参考値であり、熱処理状況・加工状況・測定機器等により異なります。 |
■面粗さ傾向
※ISO1997基準Ra ※処理条件によって幅があります。 ※#2000以上の鏡面については処理後 の再磨きを推奨いたします。 |