บริษัท ไทย ซิลเวค จำกัด
ให้บริการและรับปรึกษาด้านการปรับปรุงพื้นผิวด้วยปฏิกิริยาทางเคมี ชุบเคลือบผิว และการ Anodizing
กระบวนการปรับปรุงพื้นผิวของบริษัท
| การทำความสะอาดและ
|
|

▲ คลิกเพื่ออ่านรายละเอียดเพิ่มเติม ▲
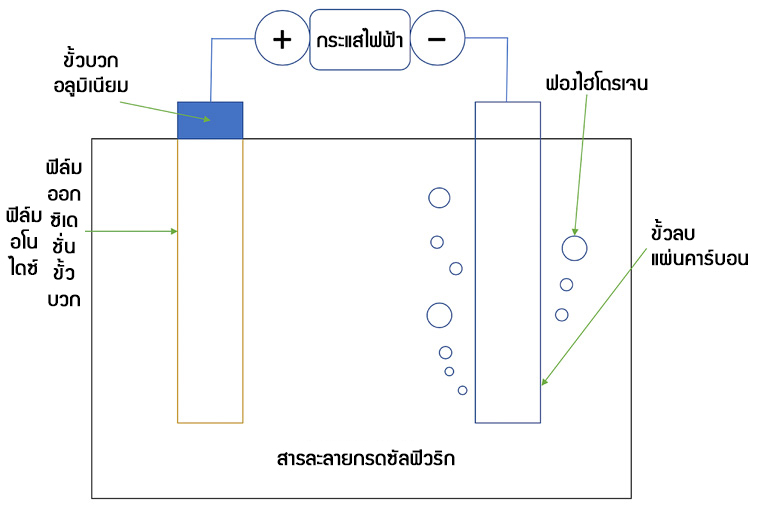
การอโนไดซ์ |
อโนไดซ์คือกระบวนการเคลือบผิวอลูมิเนียมออกไซด์บนผิวอลูมิเนียม โดยการส่งผ่านกระแสไฟฟ้าโดยตรงจากขั้วบวกไปยังขั้วลบ คุณสมบัติของการอโนไดซ์
|  | ||||||||
►อโนไดซ์แบบธรรมดา | |
|
|
 |  |
|
►อโนไดซ์แข็ง | |
|
|
 |
|
►ความสามารถของการอโนไดซ์วัสดุอลูมิเนียม | |
|
|
เลขอัลลอย | เป้าหมายกระบวนการอโนไดซ์ | |||
การป้องกัน การ | การย้อมสี การ | ความ | ความต้านทาน ความ | |
1080 | A | A | A | A |
2011 | C | C | D | C |
3003 | A | B | C | A |
4043 | B | B | D | B |
5005 | A | A | B | A |
6061 | A | A | C | A |
เลขอัลลอย | เป้าหมายกระบวนการอโนไดซ์ | |||
การป้องกัน การ | การย้อมสี การ | ความ | ความต้านทาน ความ | |
AC1B | C | C | D | C |
ADC1 | C | D | D | C |
A = ดีมาก B = ดี C = พอใช้ D = ปรับปรุง
ตามมาตรฐาน JIS 8601
ตามมาตรฐาน JIS 8601
การทำความสะอาดและการเคลือบผิวชิ้นงานอลูมิเนียมด้วยปฏิกิริยาเคมี |
   | การสังเคราะห์แผ่นฟิล์มโครเมียม Trivalent ของอลูมิเนียมแต่ละชนิดด้วยสารเคมี ให้มีค่าไมครอนเข้าใกล้ 0 ไมครอน บริษัทของเราสามารถเลือกใช้สารเคมีได้ตามที่ลูกค้ากำหนด
|
การชุบ |
►รายการการชุบ | |
|
|
ชุบทองแดง
วิธีการ : JigBarrel | ชุบนิกเกิลไฟฟ้า
วิธีการ : JigBarrel | ชุบโครเมียมTrivalent
วิธีการ : Jig |
ชุบนิกเกิลไม่ใช้ไฟฟ้า
วิธีการ : JigBasket | ชุบนิกเกิลดำ
วิธีการ : JigBarrel | ชุบดีบุกแบบเงาและกึ่งเงา
วิธีการ : Barrel |




►วัสดุที่รองรับ | |
|
|
อลูมิเนียมทุกชนิด | zinc die-cast | เหล็ก | ทองแดง | ทองเหลือง | สแตนเลส |
*การชุบของบริษัทเราสามารถจัดส่งเอกสาร MSDS ได้ โดยสารเคมีที่ใช้ในกระบวนการผลิตผ่านตามข้อกำหนดของ RoHS
►วิธีการชุบ | |
|
|
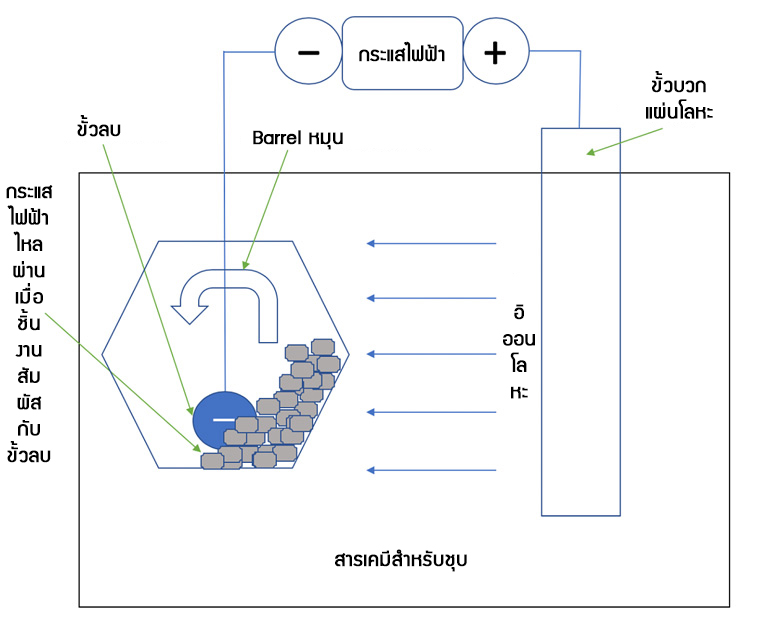
การชุบแบ่งออกเป็น 2วิธีใหญ่ๆคือ การชุบแขวนชิ้นงานด้วย Jig และการBarrel
การชุบด้วย Jig จะแขวนชิ้นงาน 1ตัวต่อ 1Jig ส่วนการชุบBarrel จะใส่ชิ้นงานลงในBarrel และจะเริ่มชุบเมื่อ Barrel หมุน
บริษัทของเราสามารถชุบ Barrel ชิ้นงานขนาดเล็ก อาทิเช่นผลิตภัณฑ์ที่ความละเอียดสูง ผลิตภัณฑ์ที่เปลี่ยนรูปทรงง่าย หรือแม้แต่ผลิตภัณฑ์ที่มีรูปทรงซับซ้อน
วิธีการชุบโดยการแขวนชิ้นงานด้วย Jig | วิธีการชุบ Barrel |
 |  |
ข้อดี ・สามารถชุบชิ้นงานที่มีขนาดใหญ่ได้ | ข้อดี ・ไม่ทิ้งร่องรอยในการสัมผัสกับอุปกรณ์เหมือนการใช้ Jig ・ต้นทุนในการผลิตต่ำ |
ข้อเสีย ・อาจมีร่องรอยในจุดที่ชิ้นงานสัมผัสกับ Jig ได้ | ข้อเสีย ・ไม่สามารถชุบชิ้นงานที่มีขนาดใหญ่ได้ |
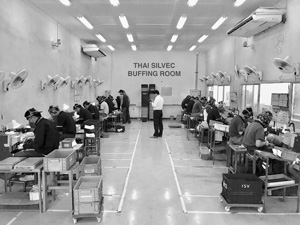
การทำผิวชิ้นงานให้เงาและด้าน(ผิวทราย) |
| ประเภท | วัสดุที่รองรับ | คุณสมบัติ | |
| การทำให้ผิวเงา | ขัดด้วยสารเคมี | อลูมิเนียม , เหล็ก | ขนาดชิ้นงานจะเล็กลงเพราะขัดโดยการแช่น้ำยาขัดเคมี |
| Buffing | Zinc die cast, อลูมิเนียม, ทองเหลือง | ผิวชิ้นงานบางลงเนื่องจากเป็นการขัดทางกายภาพ | |
| ขัดบาเรล | อลูมิเนียม, เหล็ก, Zinc die cast, สแตนเลส | วิธีการจะเปลี่ยนแปลงตามความต้องการ เช่น ต้องการปรับเปลี่ยนพื้นผิว ต้องการกำจัดเสี้ยน หรือต้องการความเงาเป็นต้น ขนาดจะเล็กลงเมื่อถูกขัดผิวสัมผัสกับสื่อกลาง | |
การทำให้ผิวด้าน (เนื้อทราย) | ขัดด้วยสารเคมี | อลูมิเนียม | ทำให้พื้นผิวแมทขึ้น และมีความหยาบ มีประสิทธิภาพในการลดการสะท้อนแสง การขัดทางเคมีจะทำให้ขนาดเล็กลงเนื่องจากมีการหลอมละลาย การShot blast จะมีขนาดเพิ่มขึ้นเนื่องจากมีการเปลี่ยนแปลงพื้นผิวชิ้นงาน |
| Shot blast | Zinc die cast, อลูมิเนียม | ||
เว็บไซต์นี้เป็นส่วนหนึ่งของ Fact-link.com
กลับไปหน้าแรกของ Fact-Link
กลับไปหน้าแรกของ Fact-Link