ผลิตและจำหน่ายชิ้นส่วนฉีดขึ้นรูปผงโลหะ (MIM)
ข้อมูลทางเทคนิค
■Metal injection moulding (MIM) process
กรรมวิธีฉีดขึ้นรูปวัสดุผงโลหะ
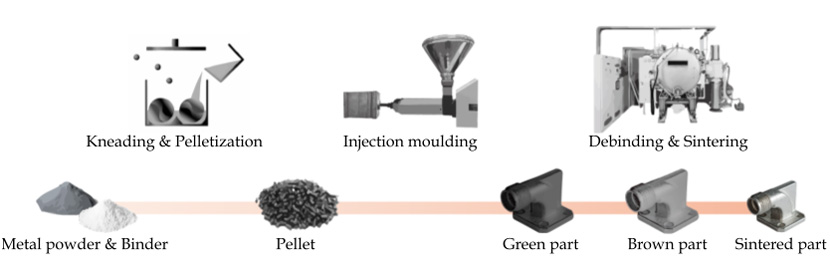
กระบวนการฉีดขึ้นรูปโลหะหรือที่เรียกว่า (MIM) วัตถุดิบที่ใช้สำหรับกรรมวิธีนี้เรียกว่า feedstock ซึ่งทำจากการผสมของพอลิเมอร์และผงโลหะ จะถูกฉีดเข้าไปในแม่พิมพ์เพื่อสร้างส่วนประกอบที่เรียกว่า green part และจะนำเข้าเตาเผาหรือกรรมวิธีสลายวัสดุโพลิเมอร์ออกจากโลหะ ให้เป็นส่วนประกอบสุดท้ายที่เป็นโลหะโดยสมบูรณ์
■เปรียบเทียบกับกรรมวิธีอื่นๆ
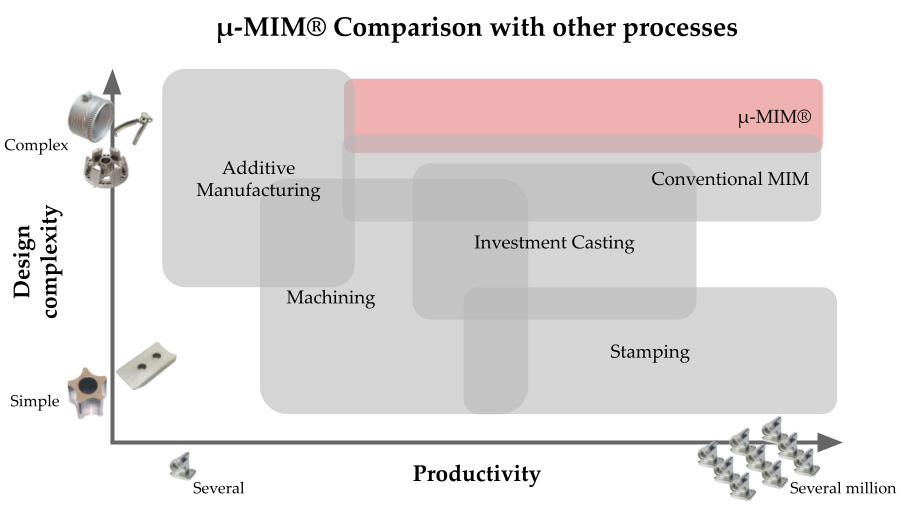
ภาพนี้แสดงถึงและการเปรียบเทียบของประสิทธิภาพการขึ้นรูปชิ้นงานด้วย MIM และกรรมวิธีแบบอื่น ชิ้นงานที่ผลิตด้วยกรรมวิธีแบบ MIM นั้นสามารถขึ้นรูปแม้ชิ้นงานนั้นจะมีรูปร่างลักษณะที่ซับซ้อนหรือชิ้นงานที่มีดีไซน์ที่ยากและล้ำสมัยมาก เพราะฉะนั้นด้วยเทคโนโลยี μ-MIM® ของเราช่วยเพิ่มอิสระในการออกแบบชิ้นส่วนโลหะของคุณได้อย่างง่ายดาย
■วัตถุดิบหลากหลายMIM เป็นวิธีการฉีดขึ้นรูปวัสดุผงโลหะ ดังนั้นจึงสามารถใช้ได้กับวัสดุที่มีจุดหลอมเหลวสูงและตัดยาก แต่ในทางกลับกัน การพัฒนาวัตถุดิบสำหรับผงขนาดเล็กจึงเป็นสิ่งจำเป็นในกรรมวิธีนี้ ดังนั้นความหลากหลายของวัสดุจึงถูกจำกัดเมื่อเทียบกับ การผลิตด้วยกรรมวิธีการ press และการเผาผนึกหรือ sinter ไมโครมิม μ-MIM® มีวัสดุให้เลือกหลากหลายเมื่อเทียบกับผู้ผลิต MIM รายอื่นๆ |
|
||||||||||||||||||||
■ความแตกต่างระหว่าง MIM ทั่วไปและ μ-MIM®
ตารางนี้แสดงจุดแข็งของไมโครมิม μ-MIM® เราสามารถผลิตชิ้นส่วนโลหะที่มีรูปร่างซับซ้อน ขนาดเล็กมาก ตามรูปแบบจำนวนมากได้ โดยที่เราสามารถควบคุมจุดคลาดเคลื่อน tolerance ของขนาดและความหนา บาง ของผนังได้
| μ-MIM® | Conventional MIM | |
| Tolerance range (mm) < 5 mm |
±0.01 | ±0.03 |
| Relative density (%) | >98.5 | 95 - 98 |
| Wall thickness (mm) | 0.1 (< 5 mm sq.) | 0.3 (Partially) |
■ภาพการประมวลผล 3D-μMIM
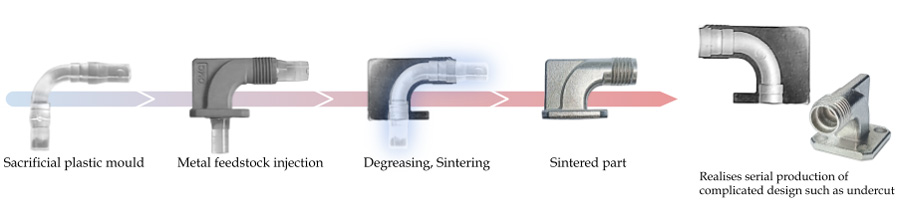
กรรมวิธีนี้เป็นการผลิตชิ้นส่วนโลหะแบบต่อเนื่องเหมาะสำหรับการผลิตที่ยากและต้องการคุมให้มีคุณภาพสม่ำเสมอ อาทิเช่น ชิ้นงานลักษณะมีรูโค้งด้านใน ดีไซน์แบบ under-cut ชิ้นส่วนที่ต้องมีการเจาะช่องด้านใน หรือชิ้นงานรูปแบบที่ยากในการออกแบบแม่พิมพ์จึงเหมาะในการใช้กับการผลิตแบบ 3D-μMIM
■กรรมวิธีแบบ 3.5D printing จะช่วยลดระยะเวลาในการทำ prototypeเราพัฒนาเทคโนโลยีใหม่ และเทคโนโลยีแบบ 3.5D printing ซึ่งเป็นการผสมผสานระหว่างเทคโนโลยี 3.5D printing ล่าสุดและเทคโนโลยีไมโครมิม μ-MIM® ภาพนี้แสดงถึงเครื่อง 3.5D printingที่มาเปิดตัวใหม่โดยใช้วิธีการผลิตโลหะโดยวิธีการ lithography เครื่องนี้จะช่วยลดเวลาในการผลิต green part สำหรับการผลิตที่มีปริมาณน้อย จึงมีประโยชน์มากสำหรับช่วงเวลาการทำ prototype ส่วนกระบวนการ debinding และ sintering จะทำด้วยการใช้เทคโนโลยี μ-MIM® ของเรา โดยการใช้ทั้ง 2 เทคโนโลยีนี้มาผสมกันได้ ในช่วงระหว่างกระบวนการ prototype และการผลิต mass production โดยสามารถร่นระยะในการทดสอบให้สั้นลงได้อย่างมาก |
 |
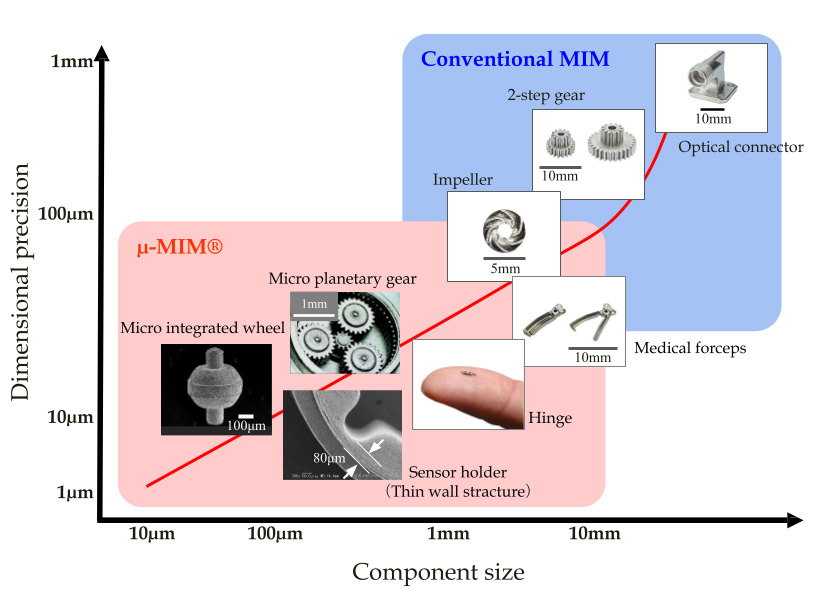
■ขอบเขตของ μ-MIM®
กราฟนี้แสดงพื้นที่การกำหนดเป้าหมายทั่วไปทางเทคนิคของ MIM และ μ-MIM® นวัตกรรมนี้จะเปลี่ยนความเข้าใจของคุณเกี่ยวกับ MIM โดยที่เราจะสามารถคงค่าความคลาดเคลื่อน (tolerance) ของคุณในการผลิตชิ้นงานที่มีการออกแบบลักษณะที่ซับซ้อนและมีขนาดเล็ก ที่ยังคงคุณภาพสูงจากการผลิตแบบต่อเนื่อง
กระบวนการผลิตแบบพิเศษ
กลับไปหน้าแรกของ Fact-Link